

Как сделать установку для производства пенобетона своими руками
Производство пенобетона в домашних условиях для индивидуального строительства целесообразно в случае большого объема работ. Тогда затраты на покупку
 Каталог товаров
Каталог товаров Производство пенобетона в домашних условиях для индивидуального строительства целесообразно в случае большого объема работ. Тогда затраты на покупку
Производство пенобетона в домашних условиях для
индивидуального строительства целесообразно в случае большого объема работ.
Тогда затраты на покупку оборудования вполне окупают себя. Но, есть способ еще
больше удешевить процесс изготовления – сделать оборудование для производства
пеноблоков своими руками.
Рассмотрим указанные варианты последовательно, в виде
пошаговой инструкции для новичков без опыта в строительстве.
Для производства пеноблоков в домашних условиях
приобретается установка – специализированный комплекс оборудования (станок), а
пенобетонная смесь готовится самостоятельно.

Отдельно остановимся на пенообразователе. Можно использовать
готовый состав, например, ПБ-Люкс (90 руб/кг) или Foamcem (150 руб/кг) или
изготовить его самостоятельно.
Технология изготовления несколько трудоемкая и занимает
много времени. Поэтому целесообразна только при значительных объемах работ.
Приготовление предусматривает выполнение двух этапов:
Примечание. Канифоль следует предварительно раздробить.
Оба состава смешиваются, когда канифольное мыло остынет до 60 °С.
Примечание. При смешивании канифольное мыло вливают в
клеевой раствор. Пропорция для смешивания 1 : 6.
Полученную смесь заливают в пеногенератор и получают пену
высокой плотности. Оптимальной для использования считается пена плотностью 80
гр/дм.куб. Использование менее плотной (более воздушной пены) ухудшит качество
блока и приведет к быстрому его разрушению.
Примечание. Проверить качество пены, можно наполнив ею
ведро. После переворачивания ведра пена должна удержаться внутри.
Схема производства пеноблоков показана на рисунке.
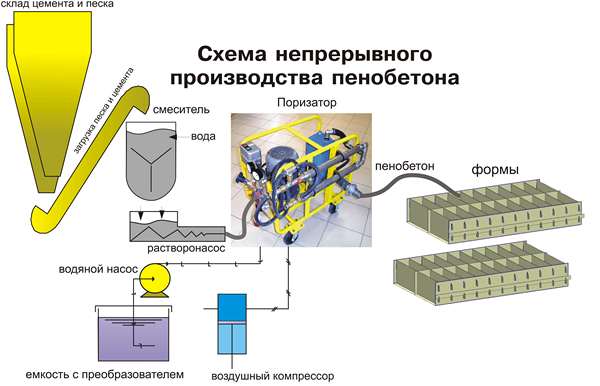
Схема производства пеноблоков
Отметим, что подобно первому блину, первые пенобетонные
блоки обычно также выходят комом. Этому есть несколько причин:
Во-первых, потому что пенообразователь дорогой.
Во-вторых, потому что увеличение его в составе смеси
увеличивает время на затвердение бетона.В-третьих, потому что это снизит прочность блока.
К сожалению, подобные эксперименты не только продлевают
время строительства, но приводят к дополнительным расходам. Однако, как
свидетельствуют пользователи, они вполне оправданы. Тем более что, дефектные
пеноблоки могут быть использованы в качестве засыпки под пол, а б/у
оборудование для производства пенобетона можно продать.
Примечание. Как показывает практика, лучше делать
конструкционные пеноблоки (марки D-900 и выше). Они содержат меньше пор, по
сравнению с теплоизоляционными, и новичкам их изготавливать проще.
Для начала отметим, какое вообще нужно оборудование для
производства пеноблоков при использовании классической двухстадийной технологии
производства.
Заводская комплектация мини-завода по производству пенобетона включает в себя:
Комплектация стандартной пенобетонной установки показана на
схеме.

Рассмотрим, как сделать каждый из перечисленных видов оборудования в домашних условиях из подручных средств.
Приобретение этого модуля является самой затратной частью
производства.
Назначение – преобразовывать пенообразователь в пену, перед
подачей его в раствор.
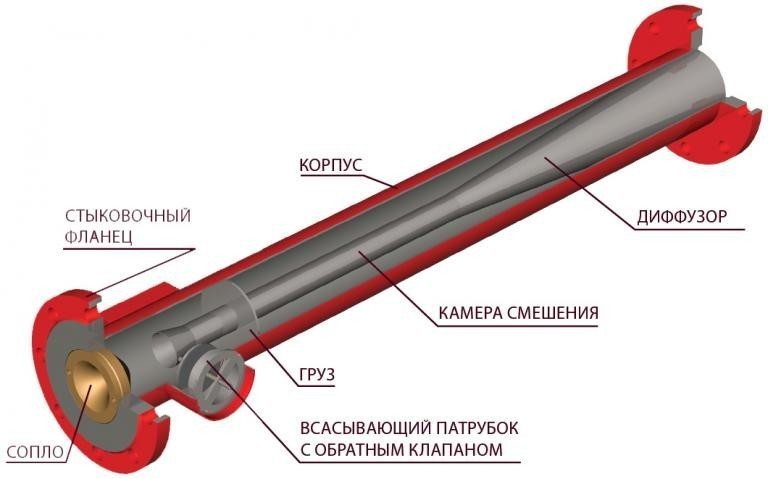
Схема устройства пеногератора для изготовления пенобетона
Для изготовления пеногенератора понадобится: металлическая
труба (2 заготовки), насос, шланги, вентили. А также сварочный аппарат. Более
подробно комплектующие указаны в спецификации, которая сопровождает чертеж
пеногератора.
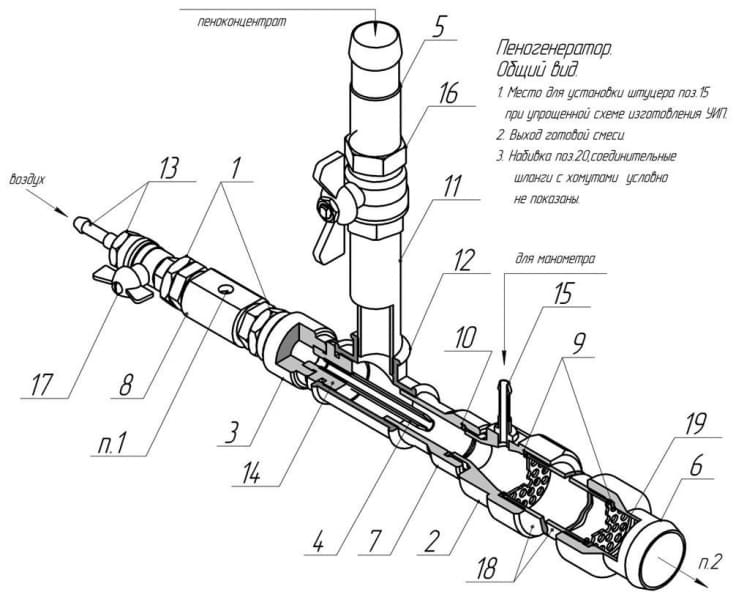
Чертеж пеногератора для пенобетона
Специфика заводской трубки пеногенератора в том, что вначале
она имеет узкий канал, который затем расширяется. Такой прием позволяет
увеличить скорость прохождения эмульсии по трубке. Тогда на выходе у нее будет
максимально возможная скорость.
Для этого нужно изготовить камеру турбулентного смешивания и
основной пенопатрон.
К одной из заготовленных труб приварить два патрубка. Причем
один из них (по которому будет подаваться воздух) целесообразно разместить с
торца. А второй, предназначенный для подачи пенообразующей эмульсии приварить
сбоку (под углом в 90°).
Оба входные патрубка (торцевой и боковой) снабжаются двумя
вентилями:
На практике, после того как отрегулированы параметры подачи
смеси, регулировочными вентилями не пользуются.
Примечание. Диаметр бокового патрубка должен быть на 15-20%
больше диаметра торцевого патрубка.
Ко второй заготовке трубы приваривается патрубок. Он
предназначен для выхода готовой смеси. Выходной патрубок целесообразно
оборудовать приспособлением в виде воронки для снижения скорости выхода смеси.
В заготовку помещается фильтр. Назначение которого, преобразование эмульсии в
пену. Можно приобрести готовый фильтр.
Но его функцию с не меньшим успехом могут выполнять
металлические сеточки (ёршики) для чистки посуды.
При этом, спиральные не подходят, только проволочные. Эти
сеточки нужно утрамбовать как можно плотнее по всей длине трубы пенопатрона.
Чтобы частички сетки не вылетали вместе со смесью, на выход трубы
устанавливается «Ерш», внутри которого установлена сетчатая шайба.
Дальше нужно соединить камеру смешивания и пенопатрон.
Естественно, сделать это нужно так, чтобы приваренные патрубки были размещены с
противоположных торцов. Чтобы обеспечить увеличение скорости прохождения
пенобетонной смеси по трубке, нужно между ними установить сопло Лаваля или
шайбу-жиклер. Замена сопла на жиклер снизит КПД конструкции на 30-40%, за счет
снижения скорости прохождения смеси через нее. Однако она дешевле, проще в установке
и может быть использована как временный вариант. Место установки сопла или жиклера
показано на схеме.

Схема пеногератора для пенобетона с использованием шайбы-жиклера
Соотношение размеров пеногенератора для пенобетона (глубина и входной диаметр)
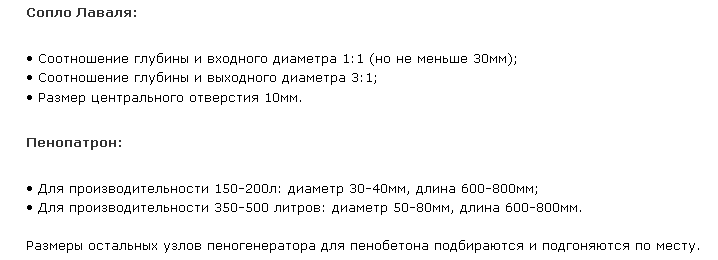
Соотношение размеров пеногенератора для пенобетона
Для работы пригоден любой компрессор, который обеспечит
давление в 6 атм. Использование компрессора с ресивером, редукционным клапаном
и манометром позволит регулировать давление.
Материал подготовлен для сайта www.moydomik.net
Емкость устанавливается на пол, к ней крепится шланг,
посредством которого пенообразующая эмульсия (пенообразователь плюс вода) будет
подаваться в смеситель посредством движения через боковой патрубок. Установка
небольшого насоса (обычного бытового «ручейка») позволит организовать более
эффективную подачу пенообразователя в пеногенератор. Однако, в целях экономии,
подача может быть организована и самотеком.
Изготовленный таким нехитрым образом пенообразователь для
пенобетона обойдется намного дешевле, нежели покупной. А полученная пена ничем
не будет уступать пене, полученной из заводского генератора.
Устройство пеногенератора для пенобетона в домашних условиях
Второй составляющей производства пеноблоков, которую можно
изготовить своими силами является форма для заливки пенобетона.
Формовочная емкость может быть изготовлена из любого
материала: фанеры, металла, пластика. Главное требование, материал не должен
деформироваться в процессе заливки раствора.
Изготовление формы предполагает прохождение двух этапов:
Строительные блоки (стеновые) обычно производятся в таком
соотношении (пропорции) длина : ширина : высота – 4 : 2 : 1. Такое соотношение
является оптимальным, поскольку позволяет выполнить перевязку рядов кладки без
подрезки блоков. Таким образом, если глубина формы 150 мм, то ее ширина и длина
будут соответственно равна 300 и 600 мм.
Для частного производства пенобетонных блоков, целесообразно
использовать форму, позволяющую одновременно изготавливать до 30 пеноблоков.
Обратите внимание, длина формы будет длиннее, чем суммарная
длина блоков. Это обусловлено тем, что перегородки в форме имеют определенную
толщину.
Примечание. Лучше устанавливать перегородки таким образом,
чтобы плоскость наибольшей площади оказалась сверху. Таким образом,
обеспечивается более быстрое высыхание блока и равномерный набор прочности
пенобетона. По этой же причине не рекомендуется делать многоуровневые формы.
Процесс изготовления формы начинается с устройства дна. К
нему жестко крепятся боковые стенки и устанавливаются разъемные внутренние
перегородки.
Мастера советуют делать форму для пенобетонных блоков
разборной. Такой прием позволит варьировать размеры блоков. По этой же причине
перегородочные пластины не следует сваривать между собой. Лучше сделать в них
разрезы до половины ширины и соединить через них.
Если используется фанера в качестве материала для
изготовления опалубки, то нужно крепить перегородки гвоздями. Уголки, распорки и
т.п. отпечатаются на готовом блоке. Это не нанесет ему вреда, но и красоты не
прибавит.
Совет. Лучше применять ламинированную фанеру.
Схема-чертеж формы для пеноблоков и внешний вид показаны на
рисунках.
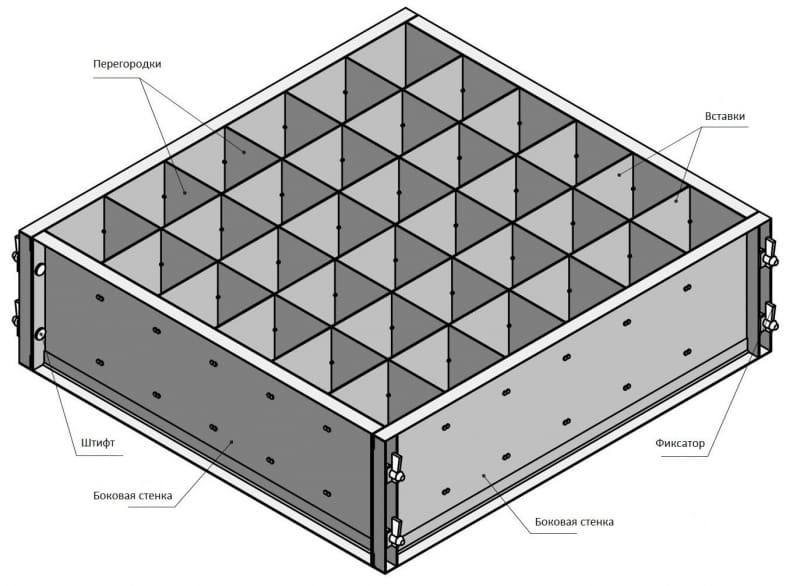
Схема-чертеж формы для пеноблоков
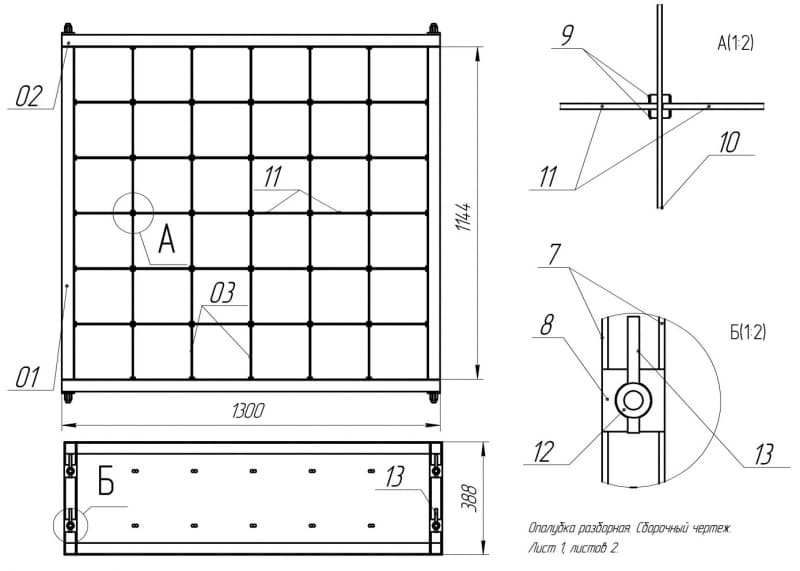
Схема-чертеж формы для пеноблоков (размеры элементов опалубки)

Металлическая опалубка (форма) для производства пеноблоков

Сборка формы для производства пеноблоков
Преимуществом самодельной формы является возможность
получения пеноблоков нестандартной длины или конфигурации.
Примечание. При изготовлении формы из фанеры, перед заполнением
бетоном ее нужно затянуть прочной пленкой. В противном случае, фанера потянет
влагу из сырого раствора, что повлечет деформирование формы и искажение
характеристик пенобетона. Использование пленки упрощает также процесс
расформовки блоков.
Комментариев пока нет